
こんにちは、ドリル・エンドミルなど切削工具の再研磨をしているツールリメイクです。
バックラッシという言葉について聞いたことがあるでしょうか?
機械設計をしている人なら聞いたことがあるはずですよね。
「バックラッシは聞いたことがあるけど、実はよく知らない…」
「そもそもバックラッシってなに?」
「バックラッシが適切でないと問題があるの?」
といった方に向けて、バックラッシについてわかりやすく解説していきましょう。
機械設計をしている方やこれから機械設計に携わる方はぜひ最後まで読んでみてください。

歯車のバックラッシとは?
バックラッシ(backlash)は、バックラッシュとも呼ばれます。バックラッシは日本語に直訳すると「後方に揺れ動く」といった意味です。
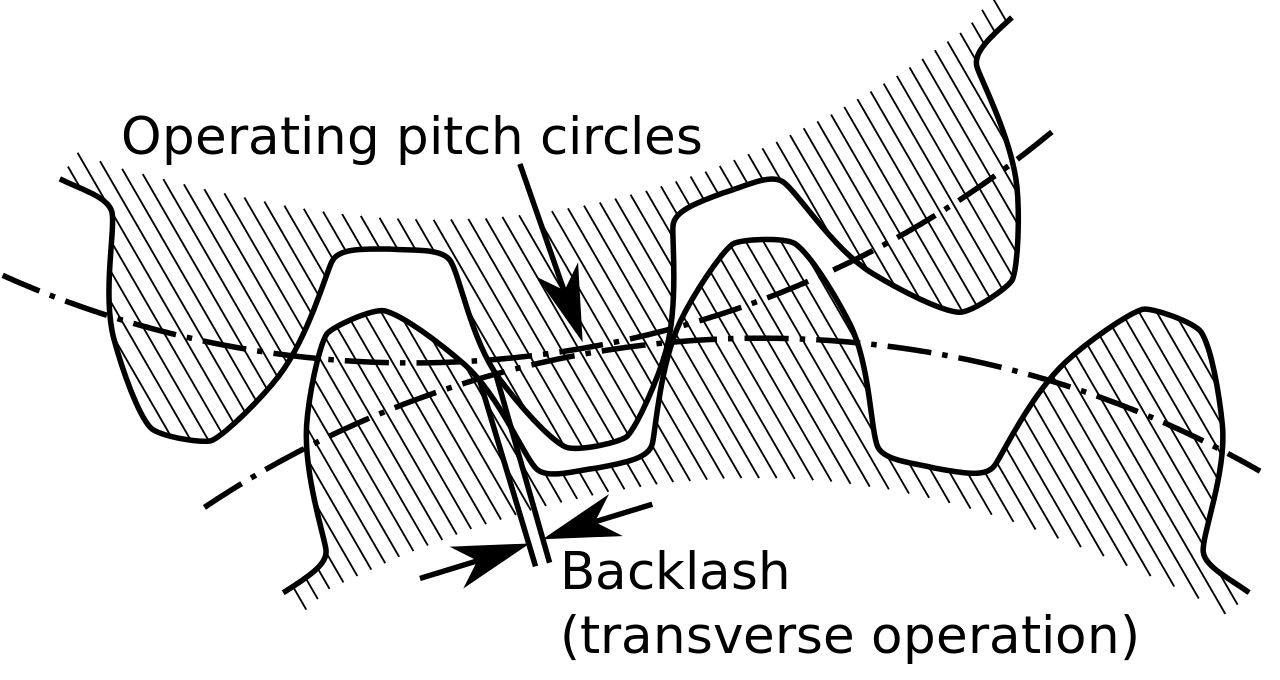
歯車においてのバックラッシとは、歯車と歯車が噛み合う部分に設けられた意図的に作られた隙間を指します。この隙間は「遊び」とも呼ばれます。
「たかだか歯車の隙間でしょ?アバウトでも問題ないんじゃないの?」と思われる方もいるかも知れませんが、バックラッシは機械を動かす上で重要な役割を担っています。
バックラッシは適切な値を設定することで、効力を最大限に発揮できます。
適切な値のバックラッシはなぜ必要?
バックラッシは、機械の性能を正しく発揮するために必要な隙間です。
バックラッシは小さすぎても大きすぎても動作に問題が起こってしまいます。
バックラッシが大きすぎる場合、歯車の噛み合わせが悪くなってしまい、それが原因で騒音や振動が発生してしまいます。
歯車を高速で回転させる場合、騒音や振動は特に問題になってくるため、大きなバックラッシはいけません。
反対にバックラッシが小さすぎる場合は、回転運動の伝達率が悪くなってしまう上、摩擦による歯車の摩耗が起こりやすくなってしまいます。
また、バックラッシが小さいと潤滑油入る隙間がなくなってしまって、潤滑性が悪化してしまいます。潤滑性が低下すると歯車が摩耗するだけでなく、歯車の歯先に熱が溜まってしまいます。
それが原因で歯先が熱膨張し、さらにバックラッシが小さくなるという悪循環が起きてしまうので注意しなければなりません。
このようなトラブルに悩まされないためにも、歯車のモジュールやピッチ円直径にあったバックラッシを設定することが大切になってきます。また、最適なバックラッシの値は歯車の精度等級ごとにJIS規格「JIS B 1702-1:1998」に記載されています。
バックラッシと精度誤差
バックラッシは歯車と歯車の隙間を指します。一方向への回転のみであれば、バックラッシの隙間はあまり問題ではありません。しかし、2方向の回転をする場合、バックラッシは精度誤差となってあらわれます。
正転方向で回転していた歯車が逆転すると、逆転がはじまった直後、歯車のバックラッシの分だけ歯車が空転してしまうのがイメージできるでしょう。
この空転は、工作機械やロボットの動作精度などで大きな問題になってきます。この問題を解決するには、バックラッシのできるだけ少ない歯車を利用するか、バックラッシを計算に入れた上で歯車を回転させる必要があります。
このように、バックラッシは精度に問題を及ぼす問題があるので、あらかじめ考慮しておかなければならないということを覚えておきましょう。
バックラッシのない特殊な歯車
バックラッシが許されないような精密な機械には、バックラッシがない「ノーバックラッシギア」が存在します。部品メーカーごとでその仕組みは異なります。
代表的なものには、
- ばねを使って相手側の歯車を挟み込むもの
- ボルトを使って固定するもの
などがあります。
どうしてもバックラッシをなくしたい場合はこれらの歯車を使用するといいですが、通常の歯車に比べ価格が高いというデメリットも。費用対効果を考えた上で導入したいところです。
最適なバックラッシは機械設計においてとても重要
最適なバックラッシは、機械設計においてとても重要です。
バックラッシが大きすぎると騒音の原因になってしまいますし、小さすぎると歯車の摩耗やトルクの減少など色々な問題が起こってしまいます。
機械を組み立てたあとのトラブルを減らすためにもバックラッシの設定は慎重に行いましょう。
バックラッシの設定をする際にはJISの精度表を参考にしてみてくださいね。
歯車専用歯切り工具の再研磨ツールリメイクへ
ツールリメイクでは、歯車加工に使用するホブカッターやピニオンカッターなどの歯切り工具、エンドミル、ドリルやタップなど切削工具の再研磨・改修を行っております。
歯車加工を行ってはいるが、現状の刃物では不満、もっと刃持ちを良くしたいなど加工に関するご相談をお伺い致します!
