


博士!エンドミルを使って加工をしているのですが、すぐ刃がダメになってしまいます・・・

切削条件をいろいろ試してみたけれどダメ!!という場合の対処法も教えてあげよう
エンドミルでの切削条件はこれでバッチリ!
エンドミルの切削条件を決める要素はたくさんありますが、ここではその全てを紹介していきますので、これを読めばエンドミルの切削条件はバッチリマスターすることができます。
切削条件は被削材やエンドミルの種類で大きく変わる
エンドミルの切削条件というのは、エンドミルで削る被削材の材質や、エンドミルの形状や材質などで大きく変わってきます。
そのため、被削材やエンドミルの種類が明確にわかっていなければ、正確に加工条件を導きだす事はできません。
ですので、加工条件を計算する前に、どのような材質を削るのかや、どんなエンドミルを使うのかを明確にする必要があります。
切削条件を計算するために必要なもの
先程説明したとおり、エンドミルの切削条件を計算するには、必要なものがいくつかあります。
エンドミルの計算に必要な要素は下記の3つです。
・エンドミルの材質
・エンドミルの刃の枚数
・被削材の材質
順番に解説していきます。
エンドミルの材質
エンドミルの材質が変わると切削の能力が大きく変わってくるので、エンドミルの材質を確認しておきましょう。
例えば、ハイス鋼のエンドミルよりも剛性や耐熱性が高い超硬エンドミルでは、切削できるスピードが大きく変わってきます。
また、エンドミルのコーティングの有無によっても切削できるスピードは変わってくるものです。
ですので、利用しているエンドミルの材質やコーティングがほどこされているかどうかというのは、事前に調べておきましょう。
エンドミルの刃の枚数
エンドミルの刃の枚数というのも、切削のスピードに大きく関わってくるので、使用するエンドミルが何枚刃なのか確認しておきましょう。
基本的には、刃の枚数が多いほうがエンドミルの送りスピードを早くすることが可能です。
刃の枚数が多いと刃1枚当たりの切削量は小さくなりますが、刃の枚数が増えるので総合的には切削スピードを早くすることができます。
ですので、使用するエンドミルの刃が何枚刃なのかはしっかりと見ておきましょう。
被削材の材質
被削材の材質でも大きく切削の速度は変わってきます。
銅やアルミなどの柔らかい金属であれば、早いスピードで加工することが可能ですが、ステンレスやチタンなどの硬い金属は、柔らかい金属と同じスピードでは加工できません。
そのため、被削材の材質に合わせたスピードで加工する必要があるので、被削材の材質というのはしっかりと確認しておきましょう。
エンドミルの切削条件の計算方法
切削条件を計算するのに必要な要素が揃ったら、次はエンドミルの切削条件を実際に計算していきましょう。
切削速度(被削材とエンドミルの材質表)
切削速度は、材料を削っていくときに許容できるスピードのことを指します。
切削速度の数値が高いと、より早いスピードでの加工が可能です。
切削速度の一例は下記の表になります。
アルミニウム合金の被削材を、コーティングされたハイス鋼エンドミルで切削する場合は50~120の間に切削速度を設定すれば良いということになります。
エンドミルの回転速度の計算方法
切削速度がわかったら、エンドミルの外周刃が設定した切削速度と同じスピードになるように計算していきましょう。
切削速度が同じでも、エンドミルの径が大きいほどゆっくりと、エンドミルの径が小さいほど早く回転させる必要があります。
これは、エンドミルの径によって円周の長さが違うためです。
回転速度の計算方法は下記の通りです。
エンドミルの送り速度の計算方法
回転速度がわかったら、次はエンドミルの送り速度を計算していきます。
エンドミルの送り加工は、荒加工、中仕上げ、仕上げ加工によって送り量は変わってきます。
荒加工は切削の効率重視なので、大きく削る代わりに切削面が荒く。
反対に仕上げ加工は、効率は悪いですが少しづつ削り切削面をキレイに仕上げます。
エンドミルの送り量は、まずエンドミルの刃一枚当たりの設定を行います。
エンドミルの刃一枚当たりの送り量を「一刃送り」ともいい、その一例が下記です。
- z:刃数
- n(min-1):主軸回転速度(1回転当りの送り fr=zxfz)
- vf(mm/min):1分間当たりのテーブル送り速度
一刃当たりの送り量がわかったら、次はエンドミルの送り量を計算していきましょう。
エンドミル全体の送り量のことを「テーブル送り」ということもあります。
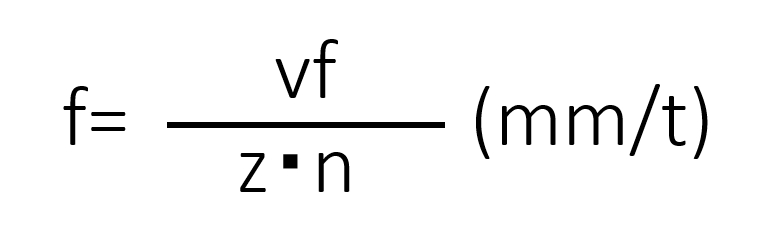
エンドミルの送り量の計算式は下記の通りです。

- z:刃数
- n(min-1):主軸回転速度(1回転当りの送り fr=zxfz)
- fz(mm/tooth):1刃当たりの送り量
計算はあくまで参考値
ここまでの計算で、工具の回転速度と工具の送り速度が計算できました。
計算した条件で加工することで、より適正な加工条件で加工を行う事が可能です。
しかし、ここまでで紹介した計算方法はあくまで参考値。
機械の状態や、ワークの固定の仕方などで、切削がうまくいかないということもありえます。
ですので、第一で行くのであれば、回転速度と送り速度を計算結果の6割程度からはじめて、徐々に速度を上げていくというのがおすすめです。
実際に加工してみたときの音や状態をみて、無理がありそうなら速度を落として加工してみてくださいね。
切削条件が合わない時はエンドミルを改修
計算値近辺で条件を試しても、ビビりの発生や刃が負けてしまう場合は、切削条件の他に工具が適していない可能性があります。
工具材質を変えたり、エンドミルの刃の角度を調整することで、ビビりの発生を抑えることができます。
エンドミルの刃の角度を調整したい場合は、エンドミルの改修が得意な再研磨メーカーに依頼するのが一番です。
まとめ
エンドミルの切削条件を決める要素は
・エンドミルの材質
・エンドミルの刃の枚数
・被削材の材質
の3つです。
そして
・切削速度
・送り速度
・回転速度
の3つを計算式に従って計算して下さい。
上記でうまくいかない場合は、エンドミルの改修が得意な再研磨メーカーに相談しましょう!
あなたもこれで、エンドミルの切削条件を探すのにもう迷うことはありません!
